

テストモデル
導入
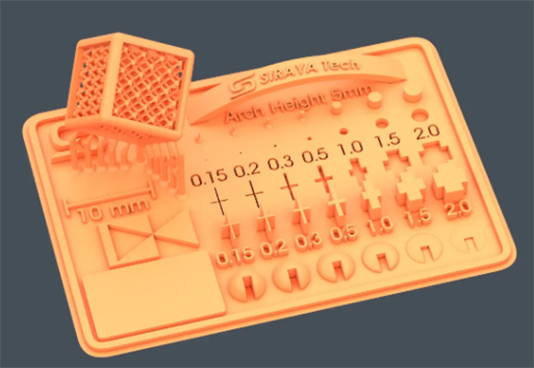
Siraya TechテストモデルV5は、ユーザーが解像度、精度、印刷適性に関する露出値を迅速かつ容易に決定できるように開発されました。Peopoly、PhotonsterのXP2、そして優秀なユーザーからの多くの意見に基づいて構築されています。
他のテストモデルと何が違うのでしょうか?
Siraya Techは、既存の3Dプリント用樹脂テストモデルの限界を克服するため、Siraya TechテストモデルV5を開発しました。現在のテストモデルの多くは2Dプリントをベースとしており、主にX/Y解像度を重視しているため、平坦で高速なプリントとなることがよくあります。このアプローチは、硬くて脆い一般的なモデル用樹脂には適しているかもしれませんが、FastやBluのような脆くない樹脂、あるいはTenacious/Simpleのような透明樹脂では、誤った結果につながる可能性があります。
これらの課題を克服するために、Siraya Tech テスト モデル V5 にはいくつかの改良が組み込まれています。
まず、脆くない透明樹脂の特性を考慮し、これらの材料を用いた場合により正確で信頼性の高い結果を保証します。このモデルにより、印刷適性、精度(収縮)、アンチエイリアシングの影響を包括的に評価できます。
さまざまな樹脂の性能を測定および比較するための信頼性の高いベンチマークを提供し、ユーザーが特定の要件と好みに基づいて情報に基づいた決定を下せるようにします。
Siraya Tech Testモデルの使い方
1. スライサーでテストしたい樹脂のプリンターと関連プロファイルを設定します。
2. 小型プリンターの場合は、モデルをプレートの中央に置きます。大型プリンター(12.5インチ以上のパネル)の場合は、中央のビルドプレートに凹みができないように、少しずらして配置すると良いでしょう。
3. 印刷して結果を待つ
4. 結果の初期チェックとして、3.5mm の高さ (50um の層の高さの場合は 70 層) で印刷を停止して確認できます。
5. 確認のために、プリントが洗浄され、硬化されていることを確認してください。これにより、最良のデータが得られます。
6. テスト結果が得られたら、次の点を確認します。
このセクションは解決策のためのものです
印刷結果を取得した後、その結果に応じて印刷テストモデルを確認する方法。
穴とピンを確認し、露出時間を調整する
すべての穴とピンがどのように表示されているかを確認することで、解像度がアプリケーションに十分かどうかを判断できます。これはどういう意味ですか?
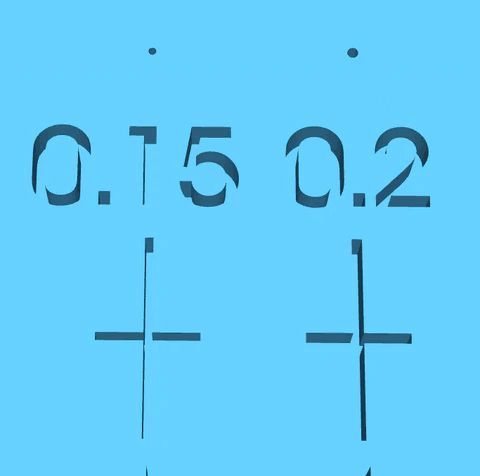
繊細な模型などの視覚効果を目的として印刷する場合は、すべての文字と十字、特にネガティブなものが完全に開いた状態でピンが印刷されていることを確認する必要があります。
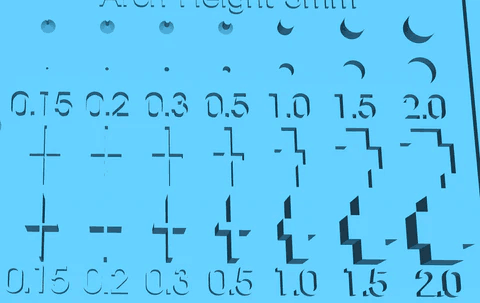
ピンが完全に形成されていない場合は、通常層の露光時間を10%増やして、0.15ピンのみが不良になるかどうかを確認できます。ただし、複数のピンが不良になる場合は、露光時間を30%増やすことを検討してください。
凹んだ文字が隠れてしまう場合、特に0.2の場合は、露出が高すぎる可能性があり、露出時間を減らす必要があります。露出時間を5~10%短くしてみて、改善するかどうかを確認してください。
露出時間を確認する他の方法
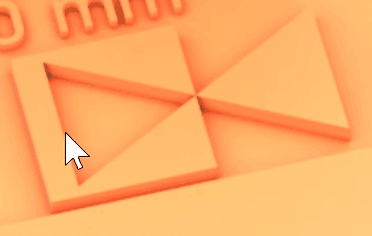
1) 三角形の特徴をチェックする
エッジや角度がシャープであれば、露出は良好です。エッジが丸みを帯びている場合は、露出オーバーになっている可能性があります。
2) 小さな円形の物体を確認する
露出が正しく調整されていれば、スリット(円の開口部)の縁が広がって太くなることはありません。また、AAがオフになっている場合は、円にスタッキングマークが現れることがあります。

良好な結果が得られそうな露出を見つけたら、モデル全体を印刷して、設定の印刷可能性を確認できます。
多くのテストモデルは、設定が難しいモデルを印刷できるかどうかを確認していないため、誤解を招く結果になる可能性があります。そのため、実際の印刷に適したストレステストを作成し、設定がより困難な状況にどのように対応できるかを確認することが重要です。
私たちのテストモデルの立方体は、平均的な印刷よりも難しい印刷物です。
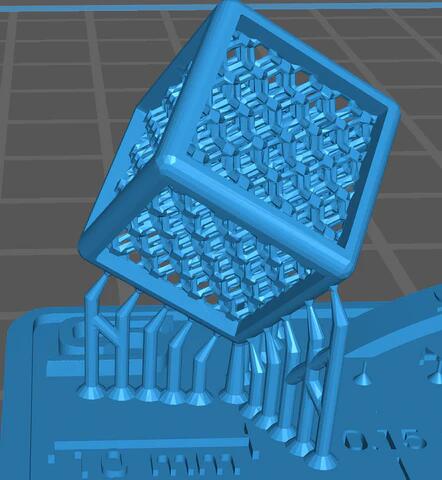
キューブのサポート部分、特に先端部分は、最も問題が発生する可能性が高い部分です。
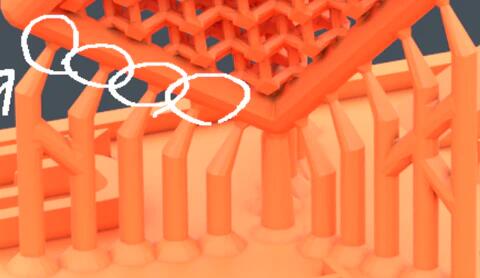
設定が決まったら、テスト全体を実行して、キューブが欠陥なくきれいに出力されるかどうかを確認してください。もしそうなら、おめでとうございます!テスト対象の樹脂に対して、かなり良い設定ができたことになります。キューブが印刷されない場合は、露光時間を長くする必要があるかもしれません。ほとんどの印刷では、印刷の成功にはオーバープリント解像度が優先されるため、難しいモデルを印刷する場合は、少しオーバーキュアする方が効果的です。
上記は一般的なモデル用樹脂に関する説明であり、弊社の Fast、Simple、Easy 樹脂も含まれます。
ただし、すべての製品が最高解像度向けに設計されているわけではなく、強度、耐衝撃性、その他の材料特性を重視して設計されているものもあります。そのため、その場合はキャリブレーション基準を変更する必要があるかもしれません。
- たとえば、Blu では、許容範囲を広くするために硬化する場合は、0.15 ピンを印刷できなくても問題ありません。
- Tenaciousの場合、柔軟性が高いため、キューブの印刷が難しすぎる可能性があります。テストモデルで適切な露出値を知るだけで、適切な解像度と高い成功率で印刷できます。素材の柔軟性を損なうことなく(硬化しすぎると印刷物が硬くなります)、印刷できます。
テストモードのその他の優れた機能
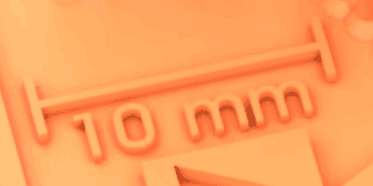
収縮チェック
立方体のすぐ隣に 10 mm の目盛りがあります。
テストモデルを洗浄・硬化させると、収縮量が分かります。両端のバーが測定に役立ちます。
AAアーチ
ピンの真上にあります。
これはAA(アンチエイリアシング)の効果を確認するためのツールです。AAの効果はパネル/スライサー/ボード/樹脂によって異なるため、このツールを使用することで、アプリケーションに最適なAAレベルを見つけることができます。
露出の調整時にテスト モデルを使用する場合は、AA を使用しないことをお勧めします。
ノートスペース
ピンの真上にあります。
三角形の横にはメモ領域があり、ここにテストピースをマークして、露出やその他のテストデータを記憶したり比較したりすることができます。