

Test model
Siraya Tech Test Model V5
Download here.Introduction
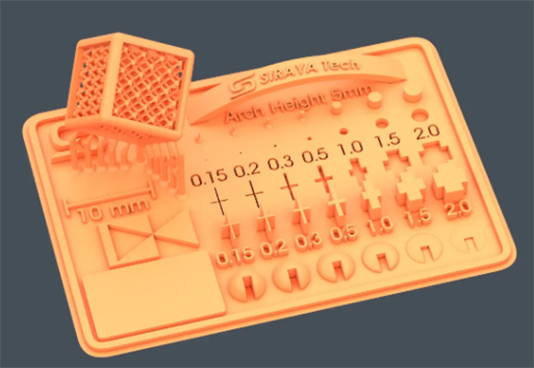
We developed the Siraya Tech test model V5 to be a quick and easy way for the user to determine exposure value for resolution, accuracy, and printability. It is built on previous works from Peopoly, Photonster’s XP2, and many inputs from our talented users.
What makes it different than other test models?
Siraya Tech has developed the Siraya Tech test model V5 to address the limitations of existing 3D printing resin test models. Many current test models originate from 2D printing and primarily focus on X/Y resolution, often resulting in flat and quick prints. While this approach may be suitable for general model resins that are hard and brittle, it can lead to misleading results when working with non-brittle resins like Fast and Blu or transparent resins like Tenacious/Simple.
To overcome these challenges, the Siraya Tech test model V5 encompasses several improvements.
First, it takes into consideration the specific characteristics of non-brittle and transparent resins, ensuring more accurate and reliable results when using these materials. The model allows for a comprehensive evaluation of printability, accuracy (shrinkage), and the impact of anti-aliasing.
It provides a reliable benchmark to measure and compare the performance of different resins, allowing users to make informed decisions based on their specific requirements and preferences.
How to use the Siraya Tech Test model
1. Set up a printer and related profile for a resin you want to test in your slicer
2. Place the model in the center of the plate for the smaller printer. For larger printers (12.5” or larger panel), you may want to put it slightly off-center, so avoid concave in the center build plate.
3. Print and wait for the results
4. For initial checking of results, you can stop the print at 3.5mm height (70 layers for 50um layer height) to check.
5. Make sure the print is cleaned and cured for checking. This gives your best data.
6. Once you have test results, check for the following.
This section is for the resolution
How to check the print test model according to the result after getting the print result.
Check holes and pins, adjust exposure time
You can see how all the holes and pins are showing to determine if the resolution is enough for your application. What do we mean by that?
If you are printing for visual effects, such as a delicate model piece, you want to see the pins printed while all the letters and crosses, especially negative ones, are fully open.
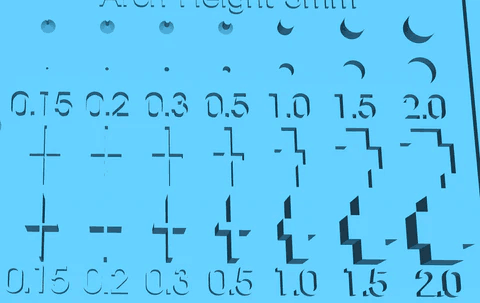
If the pins have ones that are not fully formed. You can increase normal layer exposure time by 10% to see if only the 0.15 pins fail. But if you see more than one pin fail, you may want to up your exposure time by 30%.
If you see the recessed texts are covered up, especially 0.2. It may mean your exposure is too much and needs to be decreased. Try a 5-10% decrease in exposure time and see if that helps.
Other Ways to Check Exposure Time
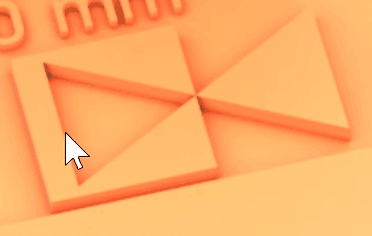
1) Check triangle feature
If the edges and angles are sharp, exposure is pretty good. If the edges are round, then you may be over exposing.
2) Check the small circular objects
If you are exposing correctly, the edges of the slits (opening of the circle) will not expand to become fatter. You can also spot stacking marks on the circle if AA is not turned on.

Once you have found an exposure that looks to give you good results, you can print the entire model to check the printability of your setting.
Many test models can give misleading results because they do not check if the setting can print difficult models. So the idea is to create a good stress test for real-world printing to see how the setting can handle a more difficult situation.
The cube in our test model represents a more difficult than average print.
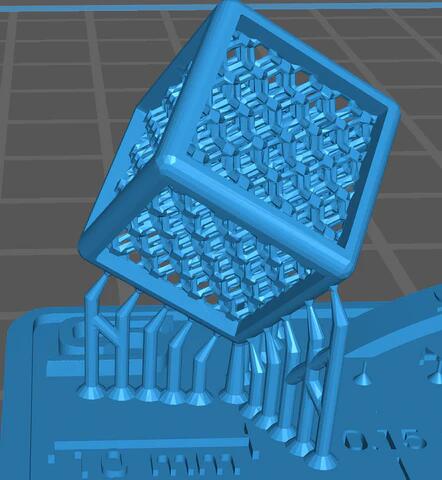
And the support on the cube, especially the tips, is where things are most likely to go wrong.
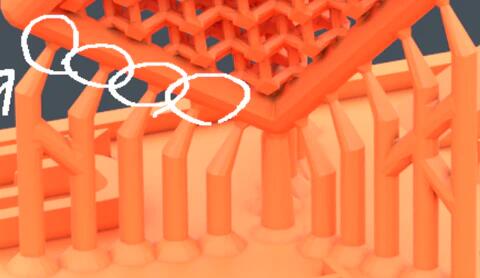
So once you have a setting, run the entire test and see if the cube comes out clean with no defects. If so, congratulations! You have a pretty good setting for the resin you are testing. If the cube does not print, then you may have to increase the exposure time. For most printing, print success should prioritize overprint resolution, so it pays to be slightly overcuring if you are printing a challenging model.
What was described above is for general model resin and includes our Fast, Simple, and Easy resin.
However, not everything is designed for max resolution, and some are more for strength, impact resistance, or other material properties. So, in that case, you may have to change your calibration criteria.
- Blu, for example, not being able to print 0.15 pin is ok if you are curing for better tolerance.
- Or for Tenacious, it is flexible, so it may be too difficult to print the cube. You only need the test model to tell you a good ballpark exposure so you can print with decent resolution and a high success rate without sacrificing the flexibility of the material (overcuring makes a print stiff).
Other nice features of the test mode
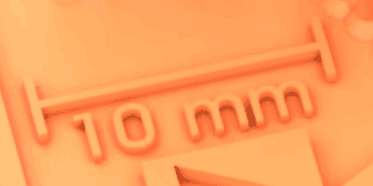
Shrinkage checking
Right next to the cube is the 10mm measure.
When the test model is cleaned and cured, this can tell you how much shrinkage is. The bars on both ends help with measurement.
The AA Arch
It is right above the pins.
This is designed to check the effect of AA (anti-aliasing). AA expresses differently on different panels/slicers/boards/resin, so you can use this to find the best AA level for your application.
We recommend no-AA for using the test model when calibrating for exposure.
The note space
It is right above the pins.
Next to the triangle is the note area where you can mark the test pieces to help you remember and compare exposure and other test data.